Zuruck
2026-04-09/Drew Hanover
Neu in der Hobelanlage? Vier Fehler, die Sie stilllegen werden
Jeder neue Hobelmaschinenbediener macht dieselben Fehler. Die Maschine interessiert es nicht, wie engagiert Sie sind oder wie dringend Ihr Vorgesetzter Kubikmeterzahlen braucht. Sie bestraft schlechte Gewohnheiten immer auf dieselbe Art: laut, teuer und mitten in einer Schicht.
Hier sind die vier häufigsten.
1. Zu enger Setup
Der Einzugsrollendruck ist oft der erste Regler, nach dem neue Bediener greifen, wenn das Holz nicht sauber läuft. Der Instinkt ist nachvollziehbar. Mehr Druck, mehr Grip. Aber Einzugs- und Ausführungsrollen, die zu stark eingestellt sind, erzeugen Probleme, die schlimmer sind als das ursprüngliche.
Zu hoher Einzugsdruck zerquetscht weiches Holzgefüge und hinterlässt Rollabdrücke auf der Oberfläche. Zu hoher Ausführungsdruck zieht das Brett ungleichmäßig durch den Fräskopfbereich, was als Rattern sichtbar wird. Außerdem verschleißen die Rollen und ihre Lager schneller.
Beginnen Sie leicht. Stellen Sie den Rollendruck entsprechend der Herstellerangaben für die zu bearbeitende Holzart ein. Dann in kleinen Schritten anpassen und beobachten, was das Holz zeigt.
2. Zu schnell fahren
Produktionsdruck ist real. Aber neue Bediener, die die Vorschubgeschwindigkeit erhöhen, bevor sie die Maschine verstehen, landen schnell in einer Panne, was sie noch weiter von der Zielzahl entfernt.
Die Vorschubgeschwindigkeit beeinflusst alles. Zu schnell, und die Fräsköpfe können das Spanvolumen nicht sauber abführen. Oberflächenqualität sinkt. Schnittlast steigt. Wenn dazu noch stumpfe Messer laufen, kann das Ergebnis ein ausgefallenes Lager noch vor Schichtende sein.
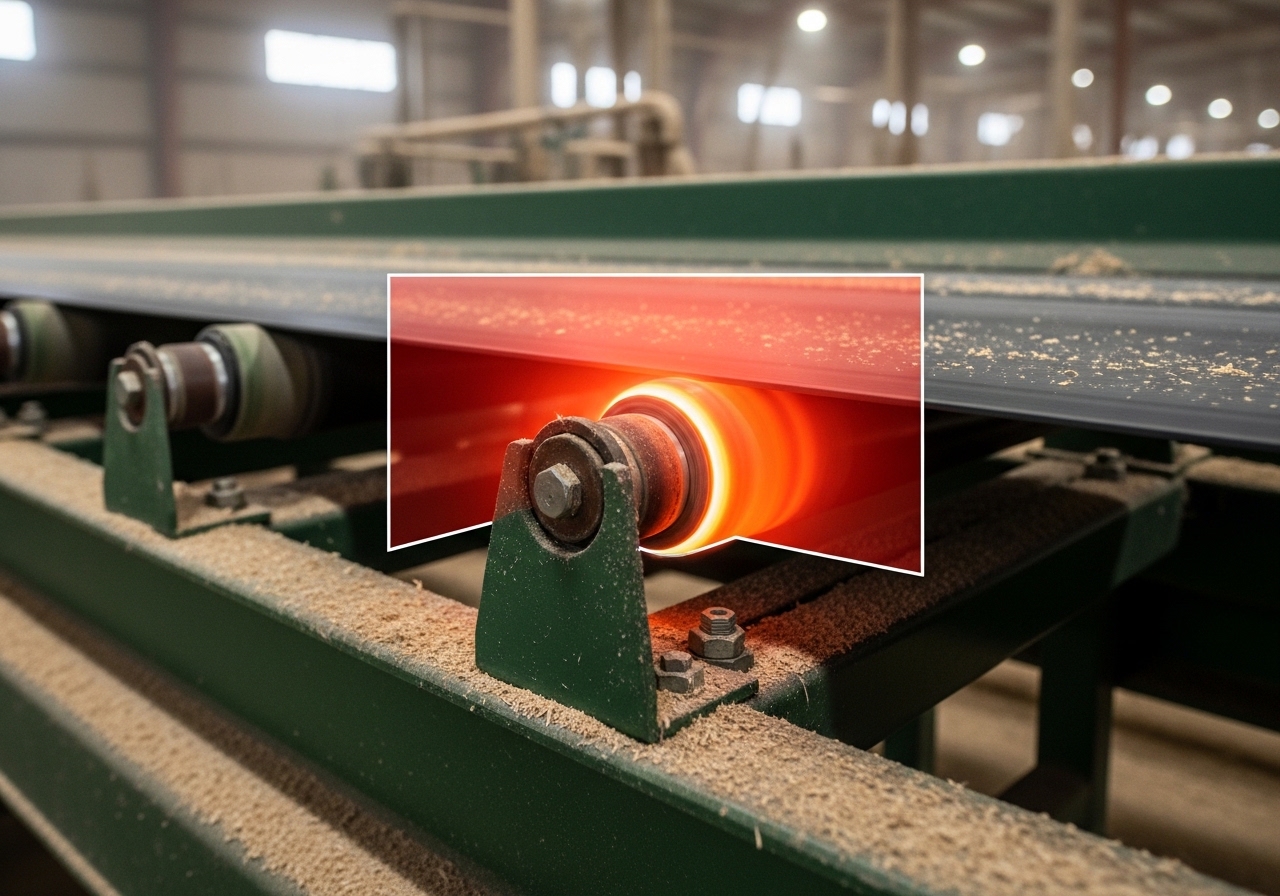
Wir haben dokumentiert, wie das real aussieht. Sehen Sie, was passiert, wenn ein feststeckendes Brett am Einzug zu einem raschen Temperaturanstieg auf 100°C führt. Das Ereignis begann mit einer Maschine, die zu hart lief. Das Brett staute sich, die Temperatur stieg, und es hätte beinahe eine Glut im Entstaubungssystem ausgelöst.
Lernen Sie die Maschine in einem Tempo kennen, bei dem Sie hören und fühlen können, was normal ist. Geschwindigkeit ist eine Belohnung für Verständnis, kein Ersatz dafür.
3. Fräsköpfe zu lange laufen lassen
Stumpfe Messer produzieren nicht nur eine raue Oberfläche. Sie belasten die gesamte Maschine stärker.
Ein scharfes Messer schneidet sauber und führt den Span in einer Bewegung ab. Ein stumpfes zieht, presst und erhitzt die Holzfaser vor dem Schnitt. Diese Wärme und die erhöhte Kraft übertragen sich auf die Spindellager, die Antriebsriemen und den nachgelagerten Ausführungsbereich. Bauteile verschleißen schneller. Vibrationen nehmen zu.
Die Kosten eines Messerwechsels sind planbar. Die Kosten eines ausgefallenen Spindellagers während der Produktion nicht.
Protokollieren Sie Ihre Messerwechsel. Kennen Sie die Meterzahl zwischen den Wechseln für die jeweilige Holzart. Das ist eines der Kernargumente für den Wechsel von präventiver zu prädiktiver Wartung: Statt nach Kalender zu wechseln, wissen Sie aus Temperaturdaten genau, wann der Fräskopf zu hart arbeitet.
4. Was die Maschine sagt, ignorieren
Eine gut laufende Hobelmaschine klingt und fühlt sich auf eine bestimmte Art an. Es gibt einen Rhythmus. Wenn etwas nicht stimmt, verändert sich die Maschine.
Ein neues Quietschen. Eine Vibration, die vorher nicht da war. Holz, das ein unerwartetes Muster zeigt. Das sind Signale.
Neue Bediener lernen oft, diese auszublenden, wenn sie auf den Durchsatz fokussiert sind. So werden kleine Probleme zu großen. Hobelmaschinenbrände passieren häufiger als die meisten denken, und sie beginnen fast immer mit einem Signal, das jemand übersehen hat.
Visuelle Rückmeldung: Wärmebildkameras
AVIAN-Kameras überwachen diese Systeme kontinuierlich. Wenn ein Lager heiß läuft, meldet das System einen Alarm. Die Kamera wird nicht müde oder abgelenkt. Sie beobachtet dieselben Punkte jede Sekunde jeder Schicht.
Für einen neuen Hobelmaschinenbediener verkürzt dieses kontinuierliche Feedback die Lernkurve erheblich. Einige Werke nutzen die AVIAN-Livestreams sogar als Schulungswerkzeug: Neue Mitarbeiter sehen sofort die Auswirkungen ihrer Einstellungen und erkennen, wenn ein Setup optimal ist.
Das Muster hinter allen vier Fehlern
Alle vier Fehler haben dieselbe Wurzel. Sie entstehen durch Optimierung für jetzt auf Kosten von später.
Die Bediener, die in einer Hobelanlage bestehen, lernen, die Maschine zu lesen, einen Wartungsplan einzuhalten und jedes verfügbare Werkzeug, einschließlich thermischer Überwachung, zu nutzen, um Problemen zuvorzukommen, bevor sie zu Notfällen werden.
Wenn Sie sehen möchten, wie AVIAN in einen Hobelstrassen-Betrieb passt, kontaktieren Sie uns.