Back

2026-04-09/Drew Hanover
Four Planer Mill Mistakes That Can Break You Down
1. Running a tight setup
Every new planerman makes the same mistakes. The machine doesn't care how eager you are or how badly your supervisor needs board feet. It will punish bad habits the same way every time: loud, expensive, and in the middle of a shift.
Here are the four that get new operators the most.
Feed roll pressure is one of the first dials new operators reach for when lumber won't track clean. The instinct makes sense. More pressure, more grip. But infeed and outfeed rolls that are cranked too tight create problems that are worse than the one you were solving.
Excessive infeed pressure crushes soft grain and leaves roll marks on your face. Outfeed pressure set too high drags the board through the cutterhead contact zone unevenly, which shows up as chatter. You also accelerate wear on the rolls and their bearings.
Start light. Set your roll pressure to manufacturer spec for the species you are running. Then adjust in small increments and watch what the lumber is telling you. Clean eject, consistent spacing, no slip.
2. Running too fast
Production pressure is real. Your supervisor has a number and so do you. But new operators who push feed rate before they understand the machine end up broken down, which puts them even further from that number.
Feed rate interacts with everything. Too fast and your cutterheads can't clear chip volume cleanly. Surface quality drops. Cutter load increases. If you are also running dull knives, the combination will stall a head or wreck a bearing before your shift ends.
We've written about what running too hard actually looks like. Watch what happens when a stuck board at the infeed creates a rapid temperature spike to 100°C. That event started with a machine running harder than it should have been. The board jammed, the heat spiked, and it nearly set off an ember in the dust extraction system.
Learn the machine at a speed where you can hear and feel what is normal. Speed is a reward for understanding the setup, not a shortcut to skip it.
3. Running cutter heads too long
Dull knives do not just produce a rough surface. They make the entire machine work harder.
A sharp knife slices cleanly and clears the chip in one motion. A dull one drags, compresses, and heats the wood fiber before it cuts. That heat and increased force transfers to the spindle bearings, the drive belts, and the outfeed section downstream. Components wear faster. Vibration increases.
The cost of a knife change is predictable. The cost of a failed spindle bearing mid-run is not.
A Weinig Unimat 300 moulder planer. Machines like this run four cutter heads simultaneously. Dull knives on one head increase load across all downstream rotational components. Photo: High Contrast, CC BY 3.0 DE, via Wikimedia Commons.
Track your knife changes. Know the footage between changes for the species you run. Build a schedule you can defend and stick to it. This is one of the core arguments for shifting from preventative to predictive maintenance: instead of changing knives on a calendar, you know from temperature data exactly when the cutter head is working harder than it should.
4. Ignoring what the machine is telling you
A planer that is running well sounds and feels a specific way. There is a rhythm to it. Feed rolls pulling clean, cutterheads clearing chip, outfeed running smooth. When something is off, the machine changes.
A new squeal. A vibration that wasn't there before. Lumber coming out with a pattern you didn't set up. These are signals.
Most new operators learn to tune them out when they are focused on throughput. That is how small problems become big ones. Planer fires happen more than most people think, and they almost always start with a signal someone missed.
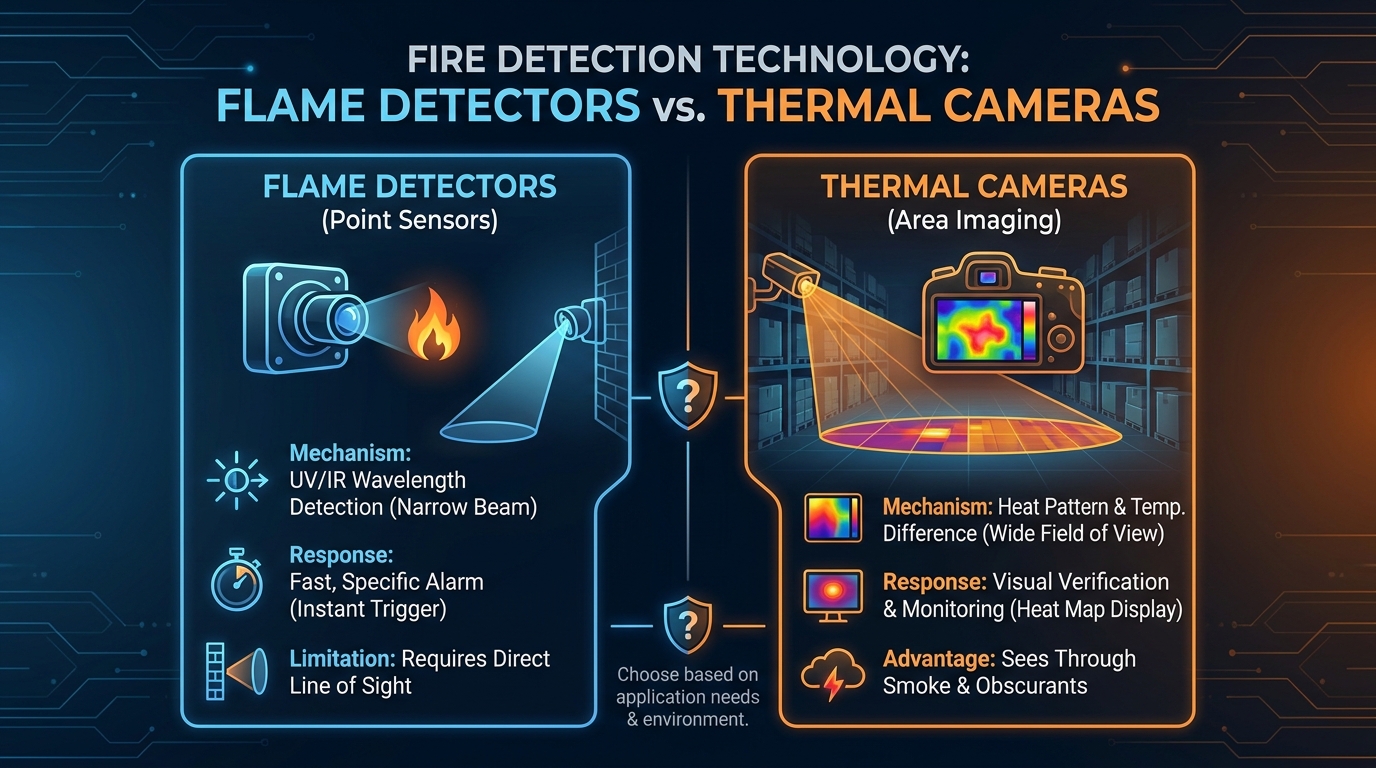
Visual feedback: thermal cameras
Sound and feel take time to develop as instincts. Thermal cameras give you a visual shortcut.
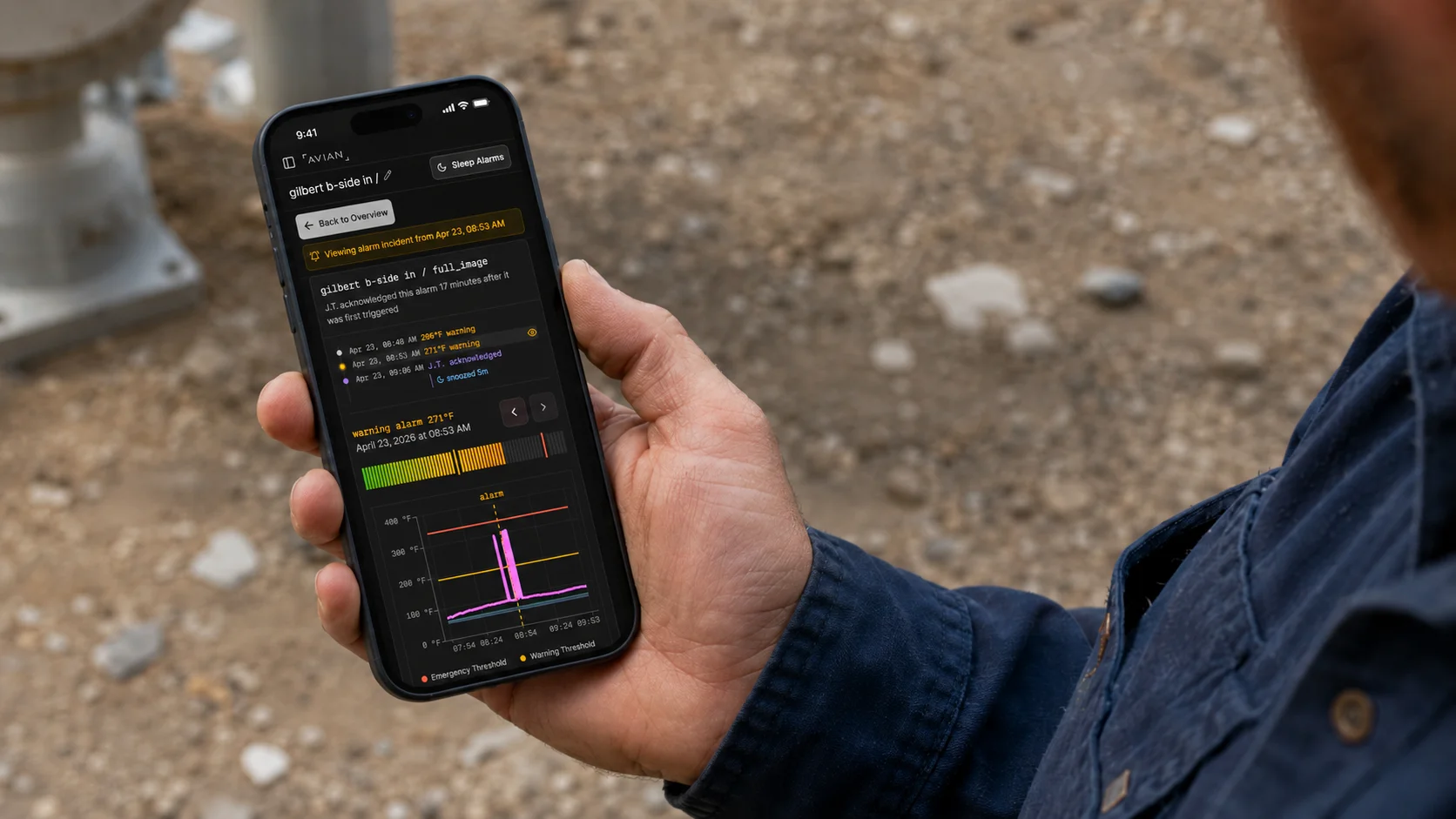
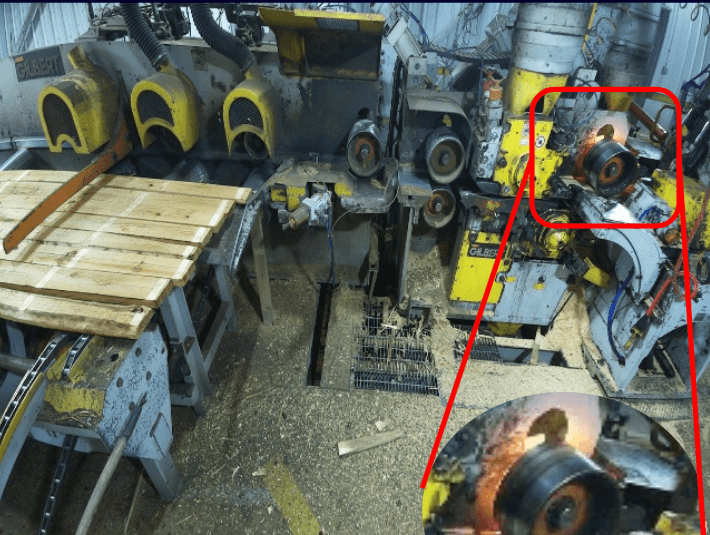
Heat builds before failure. A bearing running hot is not the same as a failed bearing, but it is on the way. A board stuck at the infeed at 2 AM will spike temperatures before any person in the building notices. We caught exactly that scenario at one facility: the AVIAN system detected flames, the sprinklers triggered, and there was zero lost time.
Actual AVIAN thermal camera footage showing a fire starting behind an outfeed roller on a planer. Read the full story of how this was caught and what it cost not to have a system in place sooner.
AVIAN cameras monitor these systems continuously. If a bearing starts running hot, the system flags it. If roll pressure is running high and creating heat at the contact zone, you see it. The camera does not get tired or distracted. It watches the same points every second of every shift.
For a new planerman, that kind of continuous feedback shortens the learning curve. You are not relying only on experience you have not built yet. The camera shows you what is happening in real time. That is also why some mills use live AVIAN streams as a training tool: new employees can see the immediate feedback from their planer settings and know when a setup is dialed in.
The pattern behind all four mistakes
All four of these mistakes have the same root. They come from optimizing for now at the cost of later.
Tight setup to stop a skip. Fast feed rate to hit a number. Running knives another hour to avoid a change. Tuning out the sounds because you are busy. Each one feels like a shortcut and each one leads to a breakdown that costs more time than you saved.
The operators who last in a planer mill learn to read the machine, maintain a schedule, and use every tool available, including thermal monitoring, to stay ahead of problems before they become emergencies.
If you want to see how AVIAN fits into a planer operation, reach out. We will walk you through what other mills are monitoring and what they are catching early.
Get new AVIAN insights in your inbox
We'll send practical notes on industrial fire prevention, thermal monitoring, and customer learnings. No noise.